Radialbohrmaschine kalibrieren
Wir die Firma Messsysteme Sprung sind eine der wenigen die noch das Know How und die Werkzeuge haben um Ihre Radialbohrmaschine neu zu kalibrieren. Voraussetzung um Ihre Radialbohrmaschine zu kalibrieren ist, dass der Zustand der Maschine geometrisch und mechanisch in Ordnung ist, sowie die Positionsanzeige, Längenmesssystem, Drehgeber und Komponenten voll funktionsfähig sind.
Heidenhain ND 1202 R

Die RADIAL Positionsanzeige ND 1202 R ist eine leicht zu bedienende, leistungsstarke Positionsanzeige für Radialbohrmaschinen und Schnellradialbohrmaschinen. Die Erfassung der Maschinenbewegung erfolgt über ein Längenmessgerät am Ausleger und über einen Drehgeber bzw. ein Reibrad-System an der Säule. Mit Hilfe eines weiteren Messgeräts an der Pinole kann auch die Bohrtiefe gemessen und angezeigt werden.
Die RADIAL Positionsanzeige ND 1202 R verfügt über ein robustes Gehäuse aus Alu-Druckguss und eine spritzwassergeschützten Druckpunkt-Tastatur. Der grafikfähige monochrome Flachbildschirm zeigt Positionswerte, Dialog- und Eingabeanzeigen sowie Grafikfunktionen.
Mit der RADIAL Positionsanzeige ND 1202 R können Sie per Tastendruck jederzeit zwischen der Anzeige in Polarkoordinaten (Radius R, Winkel A) und kartesischen Koordinaten (X, Y) wechseln. Die Orientierung und den Bezugspunkt des Werkstücks ermitteln Sie schnell und sicher mit Hilfe der Antastfunktionen. Eine wesentliche Arbeitserleichterung ist das Positionieren mit der Restweg-Anzeige: Sie tippen die Soll-Position – also die Bohrkoordinaten – als XY-Werte ein; die RADIAL Positionsanzeige ND 1202 R zeigt Ihnen den Restweg dorthin als getrennte Wege der Schwenk- und Auslegerachsen, also in den Maschinen-Koordinaten, an. Die RADIAL ND 1202 R berechnet automatisch die Positionen beim Bearbeiten von Bohrmustern, wie Lochkreis und Lochreihe, Matrix oder Rahmen. Die Programmierfunktion unterstützt Sie bei der Bearbeitung von wiederkehrenden Werkstücken und Bearbeitungsmustern.
Funktionen:
- Umrechnung von kartesischen Koordinaten (XY) in Polarkoordinaten (RA)
- XY/RA-Umschaltung
- Ausrichtfunktion
- Referenzmarken-Auswertung REF für abstandscodierte oder einzelne Referenzmarken
- Restweg-Anzeige in Maschinenkoordinaten R und A
- mm/inch-Umschaltung
- Absolut/Inkremental-Anzeige
- Berechnen von Positionen für Bohrbilder (Lockkreise, Lochreihen)
- Antastfunktionen zur Werkstück-Orientierung und zur Bezugspunktermittlung mit Kantentaster KT: "Kante", "Mittellinie", "Kreismitte"


Warum muss Ihre Radialbohrmaschine kalibriert werden?
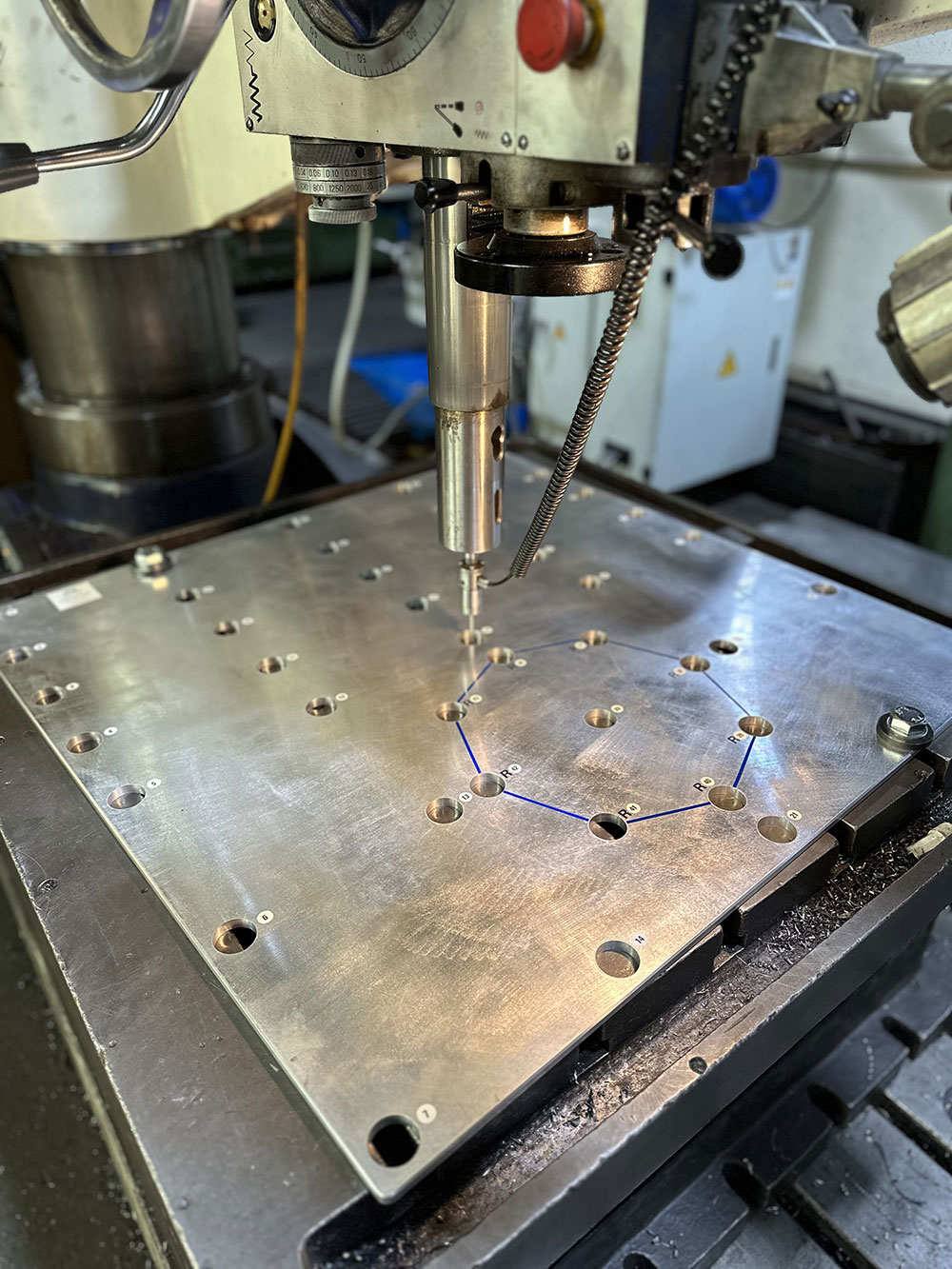
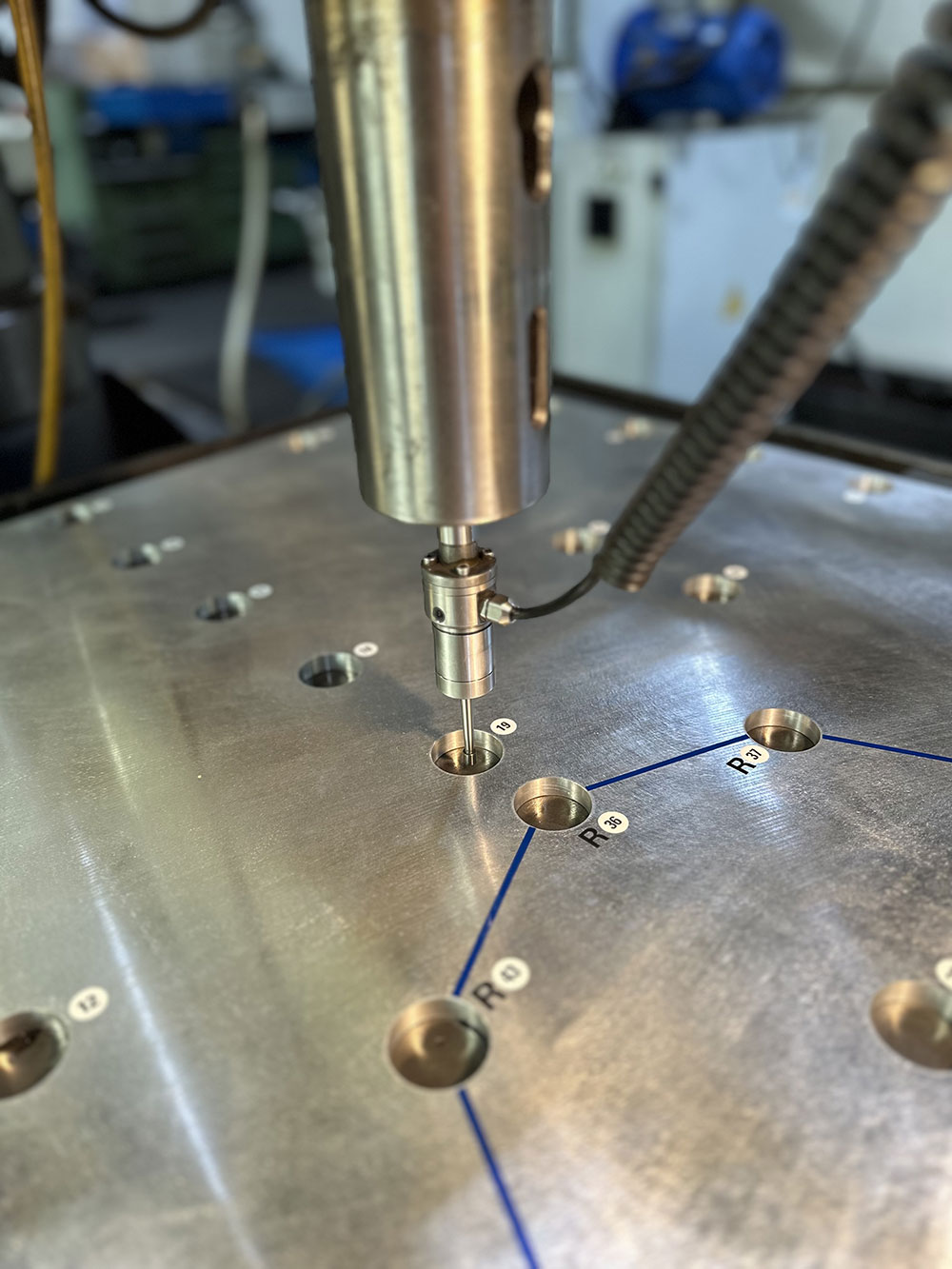
Zum Positionieren der Bohrspindel müssen bei einer Radialbohrmaschine die Maße der Werkstückzeichnung (kartesische Koordinaten) in Polarkoordinaten umgerechnet werden. Dazu benötigt man die genauen geometrischen Abmessungen der Maschine (Lage des Säulenmittelpunktes, der linear Achse und der Bohrpinole). Dafür bietet die Anzeige einen speziellen Zyklus an. Mit Hilfe eines Kantentasters KT 130 wird eine Messplatte auf welchen in einem Raster, Bohrungen angebracht wurden vermessen. Anhand der Messwerte und den bekannten Koordinaten der Bohrungen errechnet der Zähler die notwendige Geometriewerte für die Umrechnung der Koordinaten.
Zusammenfassung, warum eine Radialbohrmaschine kalibriert bzw. vermessen werden muss:
- Die Radialbohrmaschine besitzt eine radiale und eine lineare Bewegungsebene.
- Die ND1202 R oder die ND7013 Digitalanzeige rechnet diese radiale und lineare Bewegung in zwei lineare Bewegungen, X und Y Koordinaten um. Somit können technische Zeichnungen auf das Werkstück übertragen werden.
- Hierfür müssen der Referenzmarken-Versatz (Abstand Mittelpunkt Säule der Maschine zur ersten Referenzmarke auf dem Maßstab) und der Pinolenversatz (Abstand der Pinole zur Mittellinie des Auslegers der Maschine) möglichst genau erfasst werden.
- Diese Erfassung (Versatz) ist manuell nicht möglich. Deshalb werden diese Werte grob per Hand vermessen und in die Radial-Vermessungssoftware eingegeben.
- Anschließend wird die Messplatte auf dem Maschinentisch mit Hilfe eines Kantentasters KT 130 vermessen.
- Mit diesen Messwerten ist dann die Software in der Lage, sich an die korrekten Werte von Referenzmarken- und Pinolenversatz anzunähern.
- Findet keine Verbesserung der Werte mehr statt, ist die Anlage justiert und gleichzeitig wird die maximale und durchschnittliche Abweichung des Systems sichtbar.